Nội Dung Chính
(Trang 40)
| Sau khi học xong bài này, em sẽ: Tóm tắt được những nội dung cơ bản của một số phương pháp gia công cơ khí. |
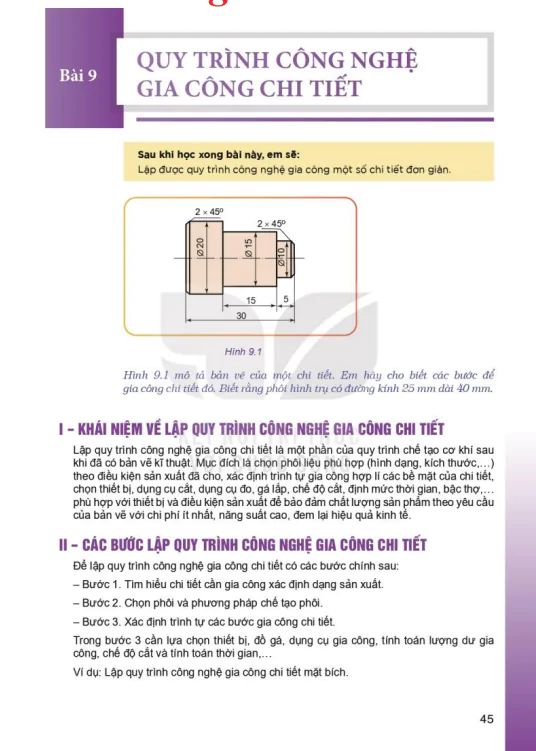
Hãy quan sát và cho biết, để tạo thành chi tiết có hình dạng như Hình 8.1 cần sử dụng máy công cụ gì? Bằng phương pháp gia công cơ khí nào?

Hình 8.1
I - GIA CÔNG ĐÚC
Đúc là rót vật liệu lỏng vào khuôn, sau khi vật liệu lỏng nguội và định hình, người ta nhận được vật đúc có hình dạng và kích thước của lòng khuôn.
Có nhiều phương pháp đúc khác nhau như đúc trong khuôn cát, đúc trong khuôn mẫu chảy, đúc áp lực, đúc li tâm, đúc liên tục,... Tuy nhiên, đúc trong khuôn cát là phương pháp đúc phổ biến nhất.

Hình 8.2. Sơ đồ quá trình đúc gang trong khuôn cát
Chuẩn bị mẫu và vật liệu làm khuôn
Làm khuôn
Khuôn đúc
Sản phẩm đúc
Chuẩn bị vật liệu nấu
Nấu chảy vật liệu
Rột vật liệu lồng vào khuôn
Vật liệu nguội, dỡ khuôn
Khám phá
| Quan sát Hình 8.2 và cho biết trước khi rót vật liệu lỏng vào khuôn đúc cần có các bước nào để xử lí vật liệu và khuôn? |
(Trang 41)
| Gia công đúc có thể đúc được các vật có khối lượng từ vài gam tới vài trăm tấn, các vật có hình dạng và kết cấu bên trong và bên ngoài phức tạp; có thể đúc nhiều kim loại khác nhau trong một vật đúc. Tuy nhiên, gia công đúc thường gia công được áp dụng cho nhóm vật liệu kim loại và hợp kim. Nhìn chung, sản phẩm đúc có độ chính xác không cao. Gia công đúc thường dùng để chế tạo phôi cho các phương pháp gia công khác. II – GIA CÔNG HÀNHàn là phương pháp nối được các chi tiết lại với nhau bằng cách nung nóng vật liệu chỗ nối đến trạng thái chảy, sau khi vật liệu kết tinh sẽ tạo thành mối hàn. | Thông tin bổ sung
Khám phá
|

Hình 8.3. Một số phương pháp hàn thông dụng
Hàn hồ quang
1. Kim hàn
2. Que hàn
3. Vật hàn
Hàn hơi (hàn khí)
1. Mô hàn
2. Que hàn
3. Vật hàn
4. Ông dẫn khí oxygen
5. Ông dẫn khí đốt
Hiện nay có nhiều phương pháp hàn khác nhau nhưng hàn hồ quang và hàn hơi được ứng dụng rộng rãi nhất.
- Bản chất của hàn hồ quang là dùng tia lửa hồ quang làm nóng chảy kim loại tại vị trí hàn và que hàn để tạo thành mối hàn.
- Bản chất của hàn hơi là dùng nhiệt phản ứng cháy của khí đốt như acetylen (C₂H₂), propal C3H8, butal C4H10 với oxygen làm nóng chảy kim loại tại vị trí hàn và que hàn để tạo thành mối hàn.
Có 5 kiểu tạo mối hàn (liên kết hàn) phổ biến (Hình 8.4): 1. Liên kết chồng; 2. Liên kết giáp mới; 3. Liên kết chữ T, 4. Liên kết góc; 5. Liên kết gấp mép.

Hình 8.4. Các kiểu liên kết hàn
(Trang 42)
Gia công hàn có thể nối được các vật liệu có tính chất khác nhau; tạo được các chi tiết có hình dạng, kết cấu phức tạp; mối hàn có độ kín và độ bền cao so với mối ghép khác. Tuy nhiên, khi hàn do biến dạng nhiệt không đều nên chi tiết dễ bị cong, vênh.
Thông tin bổ sung
| Ngoài các phương pháp hàn trên còn có các phương pháp hàn khác như: hàn MAG (Metal Active Gas - hàn hồ quang kim loại trong môi trường khí hoạt tính), hàn TIG (Tungsten Inert Gas – hàn hồ quang trong môi trường khí bảo vệ với điện cực không nóng chảy).... |
Kết nối năng lực
| Theo em các sản phẩm cơ khí như: lan can cầu thang, hàng rào sắt thường sử dụng phương pháp hàn nào? |
III – GIA CÔNG KHOAN
Khoan là phương pháp gia công lỗ từ phôi trên máy khoan, máy tiện hoặc máy phay, máy doa.... Dụng cụ thông dụng là mũi khoan ruột gà.
Gia công khoan trên máy khoan được thực hiện để tạo lỗ trơn hoặc bậc. Chuyển động chính khi khoan là chuyển động quay và chuyển động tịnh tiến. Mũi khoan tham gia cùng một lúc hai chuyển động đó.
Chế độ cắt khi khoan bao gồm: vận tốc cắt V (m/phút); lượng chạy dao S (mm/vg) (Hình 8.5).

Hình 8.5. Thông số chế độ cắt khi khoan
Trên máy khoan có thể khoan được các lỗ kín, hở; có thể mở rộng lỗ bằng dao khoét, gia công chính xác lỗ bằng dao doa và có thể tạo ren lỗ bằng mũi taro.
Khám phá
| Quan sát Hình 8.6 và cho biết bộ phận nào dùng để điều chỉnh chiều sâu khi khoan? |

Hình 8.6. Máy khoan đứng
Thông tin bổ sung
| Ngoài máy khoan đứng, còn có các máy khoan cần, máy khoan bàn, máy khoan cầm tay,... |
(Trang 43)
IV – GIA CÔNG TIỆN
Tiện là phương pháp gia công cắt gọt được thực hiện bằng sự phối hợp của hai chuyển động là chuyển động quay của phôi và chuyển động tịnh tiến của dao. Gia công tiện được thực hiện trên máy tiện (máy tiện vạn năng hoặc máy tiện CNC,...).

Hình 8.7. Máy tiện vạn năng
1. Hộp tốc độ trục chính
2. Mâm cặp
3. Bàn gá dao
4. Ụ động
5. Đế máy
Khám phá
| Quan sát Hình 8.7 và cho biết bộ phận chính nào dùng để gá phôi trên máy tiện vạn năng? |
Chế độ cắt khi tiện bao gồm: vận tốc cắt V (m/phút); lượng chạy dao ngang Sng (mm/vòng); lượng chạy dao dọc Sơ (mm/vòng); lượng chạy dao chéo Sch (mm/vòng). Sự kết hợp đồng thời hai chuyển động tiến dao dọc và tiến dao ngang tạo ra chuyển động tiến dao chéo : 
- Các chuyển động khí tiện

Hình 8.8. Các chuyển động khi tiện
a) Chạy dao ngang Sng
b) Chạy dao dọc Sa
c) Chạy dao chéo Sch
-Khả năng gia công của máy tiện
Gia công trên máy tiện có thể tiện được các mặt tròn xoay bên ngoài và bên trong, tiện được các mặt đầu, mặt côn ngoài và côn trong, các mặt tròn xoay định hình; tiện được các loại ren trong, ren ngoài; khoan lỗ và tiện được các vật liệu kim loại và phi kim loại.
Thông tin bổ sung
| Ngoài các máy tiện nêu ở trên còn có các máy tiện khác như máy tiện chuyên dụng, máy tiện chép hình,... |
(Trang 44)
V - GIA CÔNG PHAY
Phay là phương pháp gia công cắt gọt được thực hiện bằng sự phối hợp của hai chuyển động: chuyển động quay tròn của dao và chuyển động tịnh tiến của phôi theo ba phương: dọc, ngang và thẳng đứng. Gia công phay được thực hiện trên máy phay (máy phay vạn năng hoặc máy phay CNC,...).
Chế độ cắt gọt khi phay bao gồm: Tốc độ cắt V (m/phút); chiều sâu cắt t (mm) và lượng chạy dao S (m/phút).
Khám phá
| Quan sát Hình 8.9 và cho biết những bộ phận chính nào dùng để điều chỉnh chiều sâu và chiều rộng khi phay? |

Hình 8.9. Máy phay đứng vạn năng
1. Trục chính
2. Động cơ
3. Tay quay bàn trượt ngang
4. Bảng điều khiển
5. Tay quay bàn trượt dọc
6. Tay quay bàn trượt đứng
7. Đê máy
- Các chuyển động khi phay
Các chuyển động khi phay sử dụng dao phay đĩa và chế độ cắt được giới thiệu trong Hình 8.10. (dao chuyển động quay, phôi chuyển động tịnh tiến dọc).
- Khả năng gia công của máy phay
Máy phay có thể phay mặt phẳng rãnh chữ nhật, rãnh bán nguyệt, rãnh chữ T, phay định hình, khoan, khoét, doa trên máy phay và có thể phay ren, phay mặt cong (đối với máy phay CNC).
Thông tin bổ sung
| Có rất nhiều máy phay khác nhau: Máy phay đứng, máy phay nằm, máy phay giường, máy phay CNC,... |

Hình 8.10. Các chuyển động khi phay bằng dao phay đĩa
Vận dụng
| Hãy thiết kế một chiếc giá sách treo tường bằng kim loại cho phòng học của em. Sau đó, lựa chọn các máy và phương pháp gia công giá để sách đó. |
Các Bài Học Khác
Công nghệ Công nghệ cơ khí - Phần một: Cơ khí chế tạo - Chương III: Các phương pháp gia công cơ khí - Bài 9: Quy trình công nghệ gia công chi tiết
Xem thêm ⟶
Công nghệ Công nghệ cơ khí - Phần một: Cơ khí chế tạo - Chương III: Các phương pháp gia công cơ khí - Bài 10: Dự án: Chế tạo sản phẩm bằng phương pháp gia công cắt gọt
Xem thêm ⟶






Bình Luận
Để Lại Bình Luận Của Bạn